
Desafío
Este proyecto requería la integración del prensado de la corona dentada y el piñón en cigüeñales, cumpliendo con estrictas tolerancias dimensionales y térmicas. El principal reto consistía en combinar el calentamiento por inducción, la manipulación de componentes de alta precisión y el prensado controlado por fuerza en una solución automatizada compacta y eficiente.
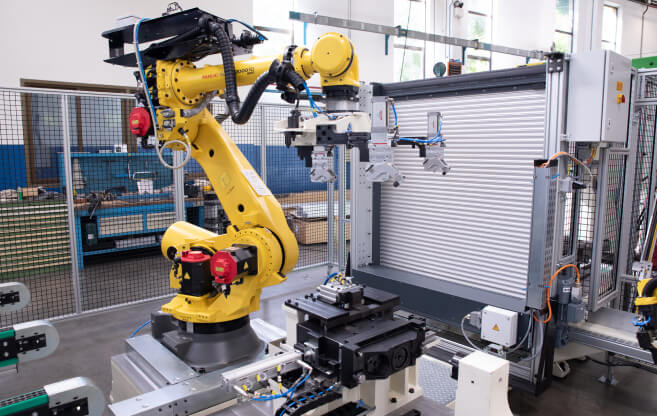
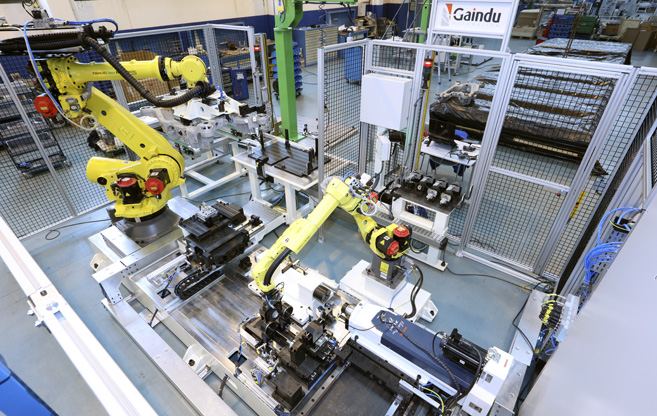
Para ello, desarrollamos una célula de doble zona con dos robots de 6 ejes: uno para la alimentación, medición y calentamiento de componentes; y otro para la transferencia sincronizada e inserción. La carga manual de componentes, junto con la automatización robótica y la trazabilidad completa, garantizó flexibilidad y resultados de alta calidad en un entorno productivo exigente.



OPERACIONES
Alimentación de Componentes
El operario carga las coronas dentadas y los piñones en una mesa rotativa equipada con almacenes verticales, ubicada fuera de la célula robotizada. Dentro de la célula, un robot de 6 ejes recoge ambos componentes y los transfiere a la estación de medición, permitiendo una transición fluida entre el proceso manual y la automatización.

OPERACIONES
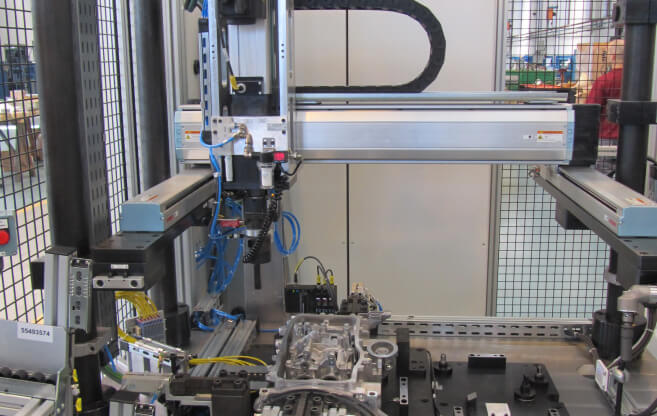
Carga de Piezas
Un pórtico robotizado (fuera del suministro de Gaindu) carga y descarga los cigüeñales sobre una mesa auxiliar dentro de la célula de ensamblaje. A continuación, un robot de 6 ejes mueve el cigüeñal entre las distintas estaciones. El pórtico proporciona al sistema el código 2DM de la pieza, lo que permite una trazabilidad completa del proceso.

OPERACIONES
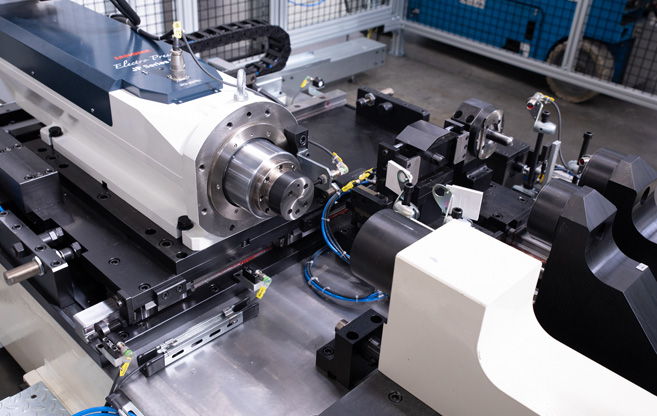
Medición
Antes del ensamblaje, se mide el diámetro interior tanto de la corona dentada como del piñón utilizando galgas Marposs. Este control garantiza que todos los componentes cumplan con las tolerancias dimensionales requeridas para el proceso de prensado, evitando desviaciones y errores de ensamblaje
.png)
OPERACIONES
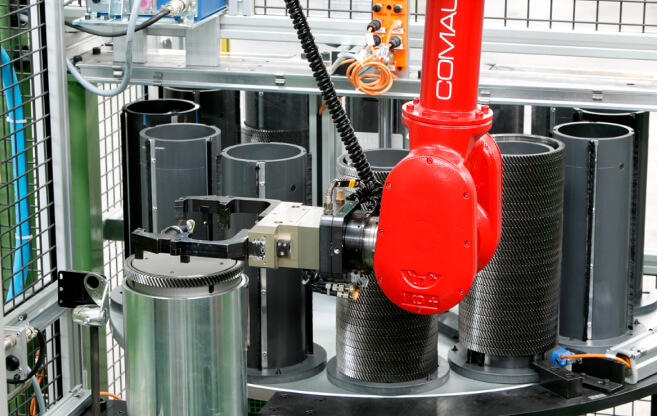
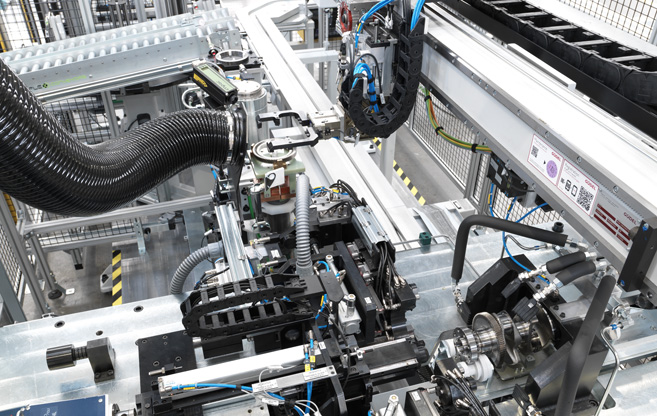
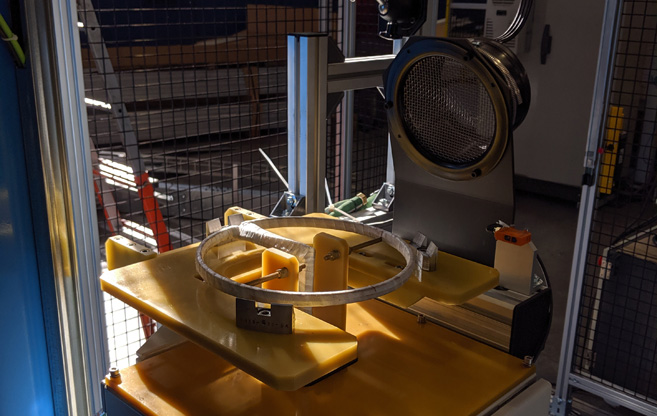
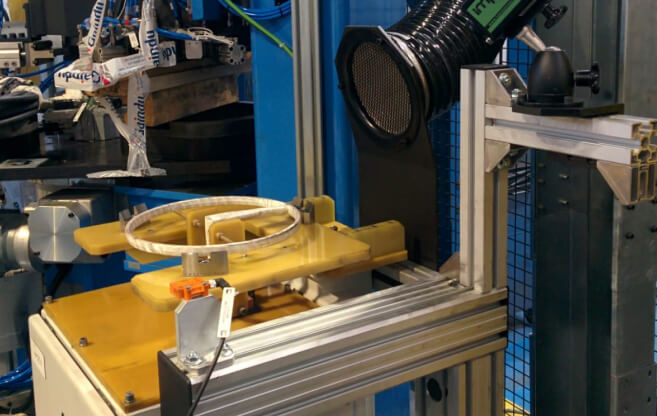
Calentamiento por Inducción
Para permitir una operación de prensado sin generar tensiones, ambos componentes se calientan por inducción con el fin de expandir su diámetro. Un único inductor se utiliza para calentar tanto la corona como el piñón, optimizando el espacio y simplificando el proceso. Un pirómetro controla la temperatura de cada componente para garantizar que se alcance el valor correcto antes de la inserción.
.png)
OPERACIONES
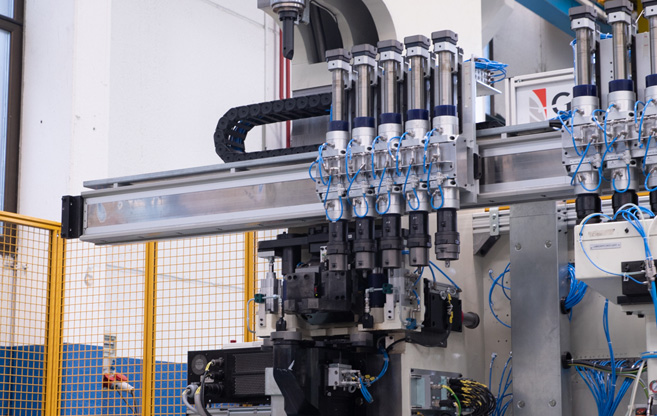
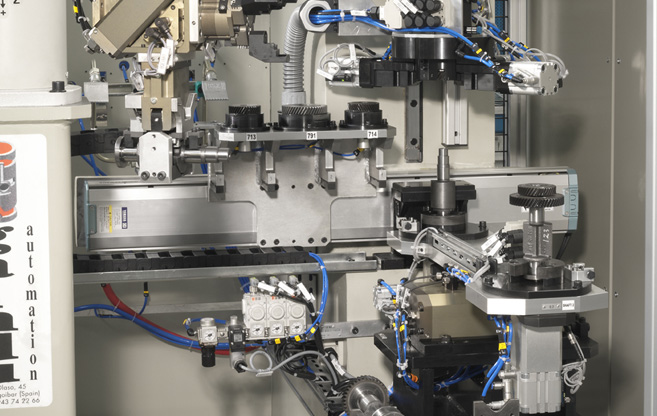
Inserción de Componentes
Una máquina rotativa de transferencia con 3 estaciones gestiona las operaciones de prensado:
-
ST1: Carga/descarga del cigüeñal
-
ST2: Inserción y prensado de la corona dentada y del piñón
-
ST3: Estación libre
El prensado se realiza mediante una electroprensa con control de fuerza y posición. Todos los datos del proceso se registran y se vinculan al código 2DM de la pieza, garantizando una trazabilidad completa y el aseguramiento de la calidad.
Tecnologías integradas


















¿Está interesado en saber más sobre cómo podemos ayudarle?
CONTÁCTENOS