
Défi
Ce projet nécessitait l’intégration du pressage de la couronne dentée et du pignon sur des vilebrequins, tout en respectant des tolérances dimensionnelles et thermiques strictes. Le principal défi consistait à combiner le chauffage par induction, la manipulation de composants avec haute précision et le pressage contrôlé par la force dans une solution automatisée compacte et efficace.
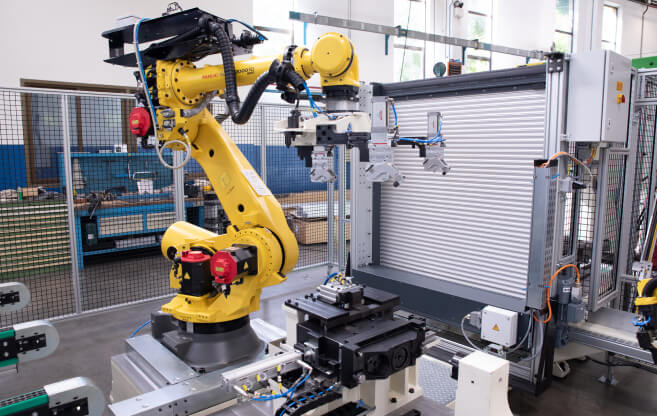
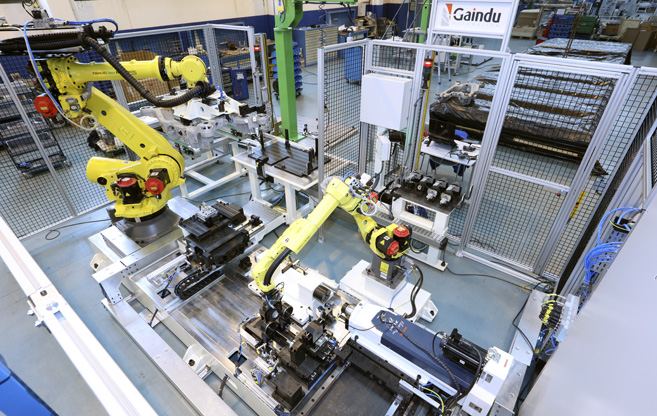
Pour y parvenir, nous avons développé une cellule à double zone avec deux robots 6 axes : l’un pour l’alimentation, la mesure et le chauffage des composants, l’autre pour le transfert synchronisé et l’insertion. Le chargement manuel des composants, associé à l’automatisation robotisée et à une traçabilité complète, a permis de garantir flexibilité et qualité dans un environnement de production exigeant.



OPERATIONS
Components Feeding
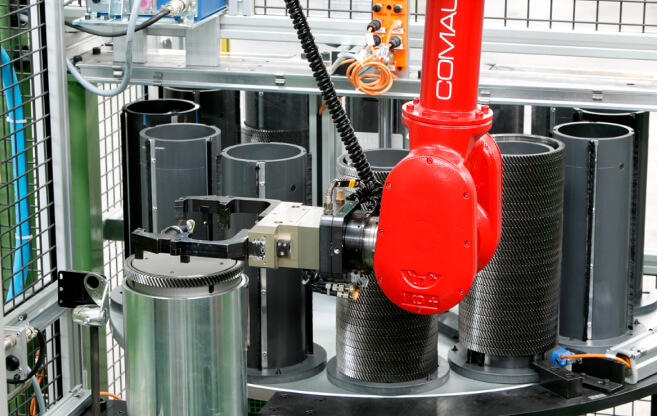
L’opérateur charge les couronnes dentées et les pignons dans une table rotative équipée de magasins verticaux, située à l’extérieur de la cellule robotisée. À l’intérieur de la cellule, un robot 6 axes prélève les deux composants et les transfère vers la station de mesure, assurant une transition fluide entre le processus manuel et l’automatisation.

OPERATIONS
Chargement des Pièces
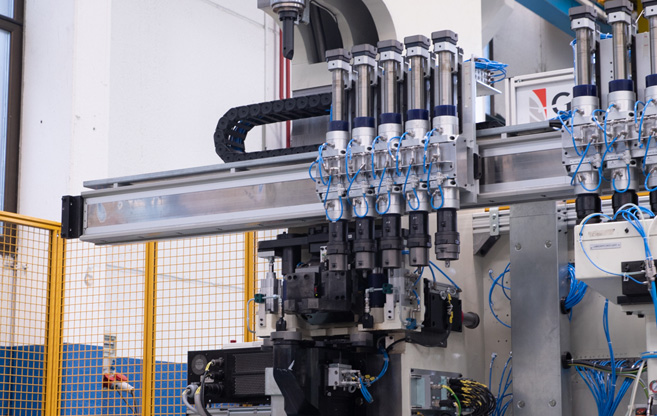
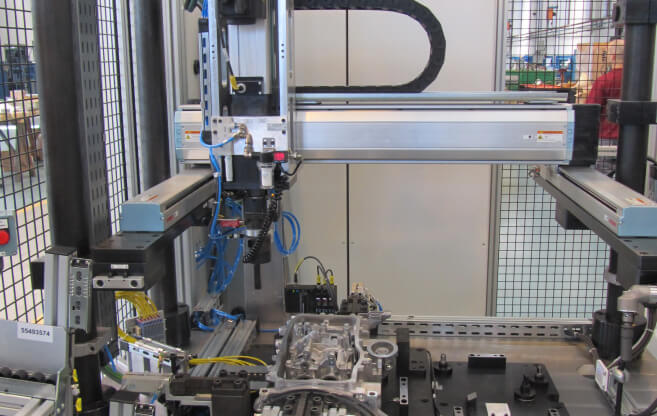
Un portique robotisé (hors du périmètre Gaindu) charge et décharge les vilebrequins sur une table auxiliaire située à l’intérieur de la cellule d’assemblage. Ensuite, un robot 6 axes déplace le vilebrequin entre les différentes stations. Le portique transmet au système le code 2DM de la pièce, assurant ainsi une traçabilité complète du processus.

OPERATIONS
Mesure
Avant l’assemblage, le diamètre intérieur de la couronne dentée et du pignon est mesuré à l’aide de jauges Marposs. Ce contrôle permet de s’assurer que tous les composants respectent les tolérances dimensionnelles exigées pour le pressage, évitant ainsi les écarts et les erreurs d’assemblage.
.png)
OPERATIONS
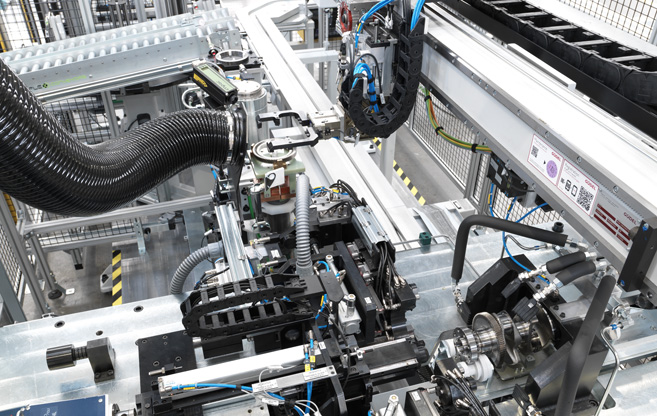
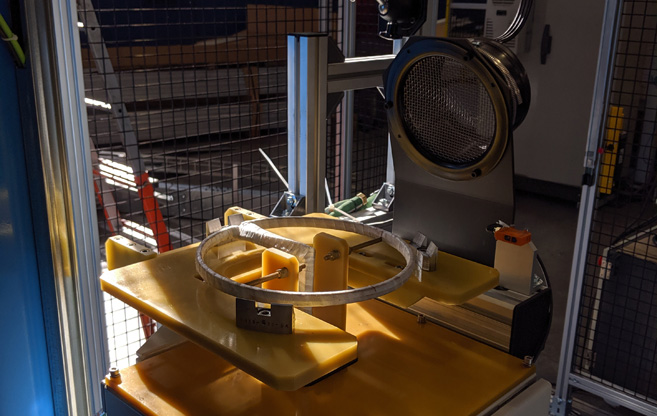
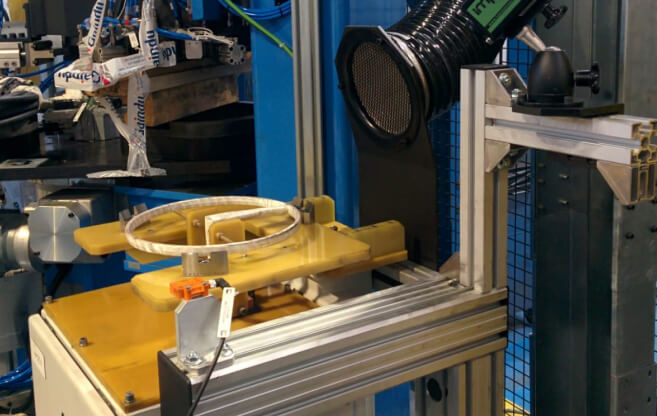
Chauffage par Induction
Afin de permettre une opération de pressage sans contrainte, les deux composants sont chauffés par induction pour dilater leur diamètre. Un seul inducteur est utilisé pour chauffer à la fois la couronne dentée et le pignon, ce qui simplifie la solution et optimise l’espace dans la cellule. Un pyromètre contrôle la température de chaque composant afin d’assurer l’atteinte du niveau requis avant l’insertion.
.png)
OPERATIONS
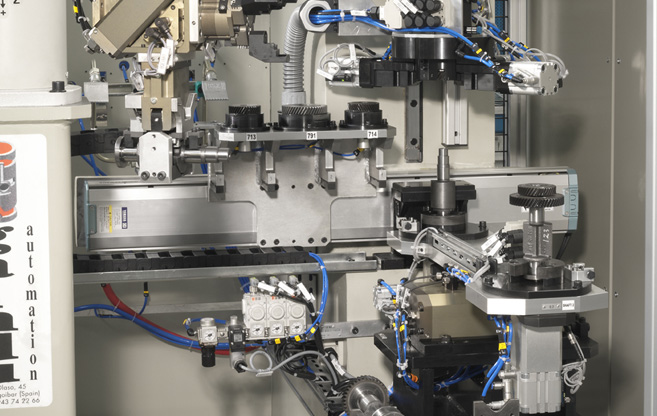
Insertion des Composants
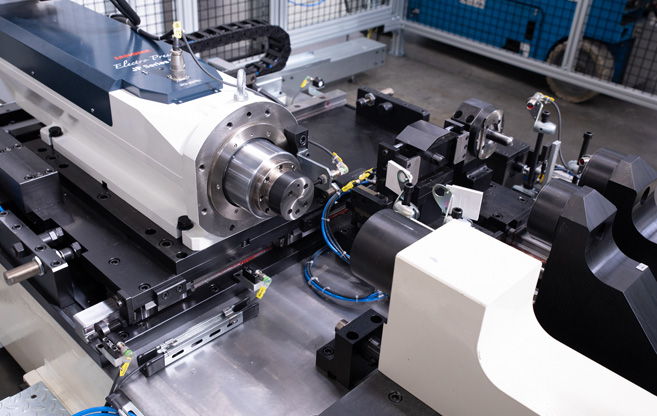
Une machine rotative à transfert avec 3 stations assure les opérations de pressage :
-
ST1 : Chargement/déchargement du vilebrequin
-
ST2 : Insertion et pressage de la couronne dentée et du pignon
-
ST3 : Station libre
Le pressage est effectué à l’aide d’une électro-presse avec contrôle de la force et de la position. Toutes les données du processus sont enregistrées et liées au code 2DM de la pièce, assurant ainsi une traçabilité complète et un contrôle qualité optimal.
Technologies intégrées


















Vous souhaitez en savoir plus?
CONTACTEZ-NOUS